Diversified Pump and Compressor is now OTC! To streamline your ordering process and improve your customer experience we are redirecting you to OTCindustrial.com
Diversified Pump & Compressor has been the leader in the design, engineering and repair of fluid processing systems in New England. If you’re looking for quality of service, our dedicated team of engineering, repair and application specialists can help you get the job done. We specialize in hard-to-handle applications such as corrosives, toxic and high temperature fluids as well as fluids containing high-solid loads. Diversified also works with process gases, mechanical seals, vacuum pumps, metering pumps and heat exchangers.
Phone: 603-929-1411 ext. 202
Locations:
24 Commercial Drive
Brentwood, NH, 03833
Diversified Pump and Compressor is now OTC! Learn how OTC can help support your business.
Services
Diversified Pump and Compressor is not just a “pump repair shop”. We provide rebuild and repair services as a way of offering our customers a value added benefit. Are you in need of pump repair services? Did your pump just wear out or has there been a change in your system? If it is the pump system, we will tell you. If it is normal wear, we will tell you that too. Diversified Pump is not just a “pump repair shop”. We provide rebuild and repair services as a way of offering our customers a value added benefit. For more than 30 years, Diversified has been providing first class service and repairs throughout the New England Area.

We offer a wide range of technical services and solutions for equipment and systems, feasibility analysis, treatability studies, cost effective analysis, design/build, startup and comprehensive training.
- Failure Analysis – Foundations, rotating equipment
- Vibration Analysis – Foundations, rotating equipment
- Equipment reliability programs
- Preventative and predictive maintenance programs
- Equipment baseplate design and manufacture
- Troubleshooting and upgrades of instrumentation and controls

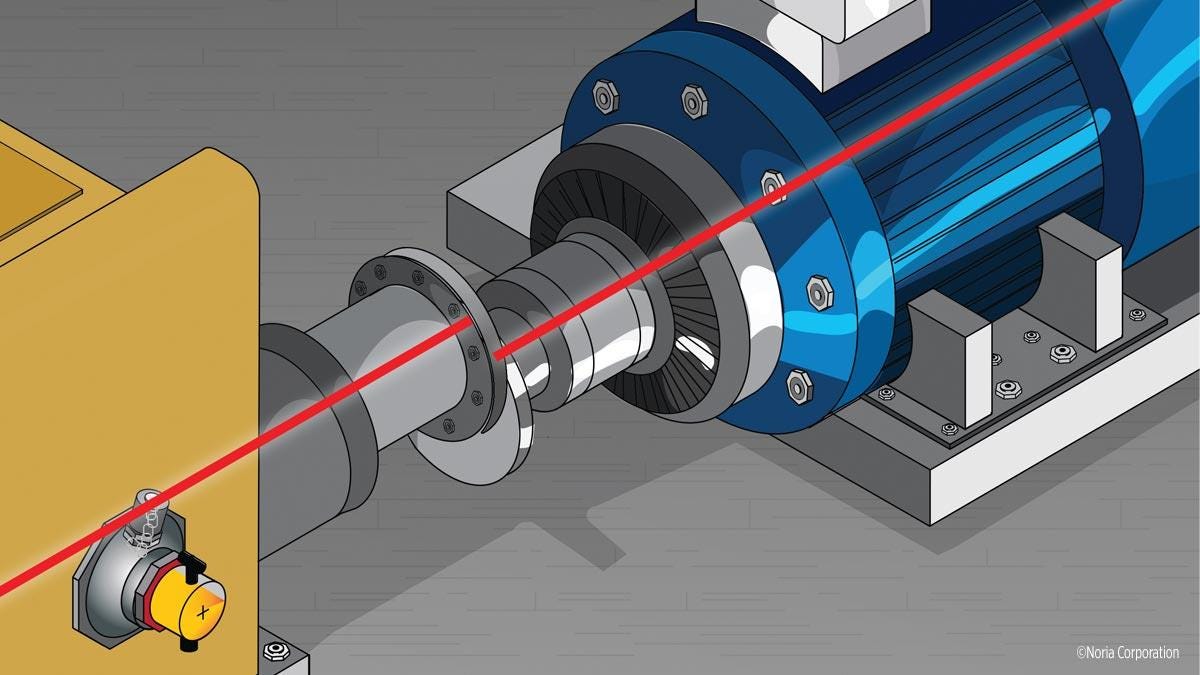
Laser alignment is done to assure proper alignment between driver and driven machinery. It is accomplished by placing two sensors on each component and shooting a laser between the two to attain perfect, or nearly so, alignment. Please contact us for more details and we will help you.
Root cause analysis is done by examining the failed components of a machine and looking for clues as to the cause of failure. There are usually tell tale signs as to what may have caused a failure. Diversified experts can help with root cause analysis. Please contact us today!

Products


Chemical Process Pumps
Chemical processing pumps are critical to the chemical conversion process of manufacturing a finished product. Chemical process pumps provide high reliability pumps that are widely known for low life cycle cost and durability under extreme conditions. Diversified Pump and Compressor manufactures a variety of chemical processing pumps for improving the operation and efficiency of process systems that can reduce overall process costs. Diversified Pump and Compressor offers various brands such as Flowserve and Sundyne.
Metering Pumps
A metering pump is used to add small but accurate volumes of a liquid to other fluid streams or vessels. Metering pumps are also called dosing pumps and proportioning pumps. A metering pump must be able to deliver liquid with an accuracy of greater than 3% across a wide range of discharge pressures.


Vacuum Pumps
Vacuum pumps are mechanical devices that enable the removal of air and gas molecules from a sealed area to create an area devoid of air and/or gas. Generally, their purpose is to clean and seal. A vacuum pump is a type of pump device that draws gas particles from a sealed volume in order to leave behind a partial vacuum.
Rotary Positive Displacement
Rotary positive displacement pumps use the actions of rotating cogs or gears to transfer fluids, rather than the backwards and forwards motion of reciprocating pumps. The rotating element develops a liquid seal with the pump casing and creates suction at the pump inlet. Rotary pumps are positive displacement pumps that use rotational, rather than reciprocating, motion during their pumping cycle. They can be designed to pump liquids, solids, gases or mixtures of all three. Like reciprocating pumps, their capacity per rotation is independent of driven speed.
Industries
Diversified Pump and Compressor offers customers an extensive range of design features and corrosion-resistant materials with application expertise. Our technology considers safety, reliability, environmental and life cycle solutions for the tough applications in chemical processing.

We provide powerful pump and monitoring solutions that adhere to the most stringent quality and safety standards. Our high quality, industrial grade products are designed to get you up and running quickly and efficiently. We are constantly innovating to deliver improved proficiency with an eye on emerging power generation technologies.

Diversified Pump and Compressor customers have experienced years of dependable service in the water resources market. Significant legal, environmental and economic impacts can result from wastewater system failures. That’s why you need to be able to trust not only your supplier and their products, but their support response time as well. Our care and responsiveness has earned the trust of many wastewater treatment plants and professionals, for whom we’ve provided robust, reliable pumps used in the collection and treatment of wastewater.

Regardless of application, Diversified can provide the solution. Whether your main concern is weathering exceptionally tough conditions or ensuring consistent and precise output, we have solutions to handle the demands of your industry. We’re a one-stop shop that can equip your plant with products and deliver service offerings ranging from reliable front-end project engineering support to responsive maintenance and repair, effectively minimizing unexpected downtime.

Our product portfolio at Diversified was built with a wide variety of configurations to support the diverse needs of the Pulp & Paper industry. These needs go beyond production requirements to involve environmental and safety standards. We understand the regulations you face and have engineered solutions to keep you from possible environmental violations that may be coming your way.
